

Applications
Four Steps to Drive Value from your CMMS Data
Computerized maintenance management system (CMMS) will improve plant performance and efficiency if it is employed correctly. Make sure you focus on right things.

Does the following situation sound familiar? The organization recognises the need to improve efficiency and reduce maintenance-related costs at its manufacturing plants. They decide to implement a CMMS. The IT or Maintenance Manager then searches online before eventually setting on a CMMS solution that closely fits the organisation’s needs.
They sign up, set it up and go live. After a number of months, the maintenance team is more organized and less stressed but the CMMS has not delivered the availability gains or cost reductions that were expected.
The reason is simple. You cannot replace a paper-based work order system with a CMMS and expect big changes in uptime or maintenance costs. A CMMS is simply a tool to enable you realize your maintenance and reliability strategy at your facility. Used correctly, your organization can maximize the value of your CMMS investment through better planning, improving efficiency, increasing safety awareness and reducing costs.
Consider it as a critical cog in your maintenance and reliability programme that can pay huge dividends in improving plant performance and efficiency whilst increasing productivity if employed correctly. The following 4 steps will help you extract more value from your CMMS.
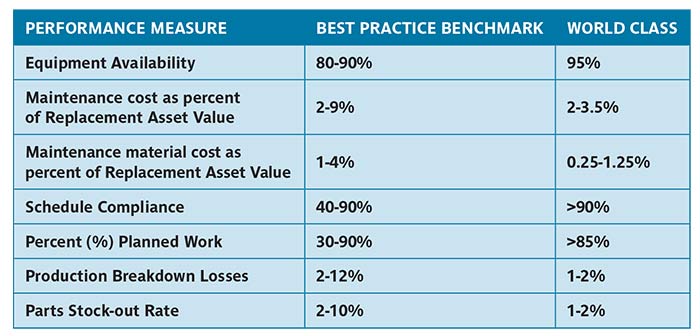
Table 1. Performance measurement, Best Practice vs. World Class.
Define your Maintenance KPIs
Facebook CEO Mark Zuckerberg said, “You cannot improve what you cannot measure.” The first step on the road to reliability excellence is to determine your corporate objectives. Creating a safe environment for employees to work in is a prime example of a modern day corporate objective. Once they are decided, you need to set your KPIs accordingly in order to achieve those goals. KPIs are used to track performance in a number of areas over time and indicate when the organization is operating outside acceptable levels.
Each plant will have its own specific set of KPIs that can be used to make informed decisions that impact employee safety and productivity, plant efficiency and budget planning and forecasting. For example, the maintenance supervisor regularly calls in expensive contractors for emergency maintenance and that is having a big impact on maintenance costs.
Reactive maintenance costs 3-9 times more than planned work due to its unpredictable nature so the percent of planned work should be tracked. The most common KPIs are listed in the following table. Does your manufacturing plant track these? If so, how well do your statistics compare?
Insist on Clean and Complete Data
Just remember the golden rule when it comes to any CMMS software: Rubbish in equals rubbish out! Ideally, you need complete, accurate data in the CMMS to be able to pull useful information from it. It is a lot easier to run a costing report to see where the maintenance budget was spent rather than sifting through receipts and dockets with a calculator.
When reviewing a work order, you should be easily able to tell what steps were taken, who did the work, what parts were used and how long it took. Other fields like maintenance type, failure codes and priority will also help categorize the work.
Technicians should be fully trained on the CMMS and encouraged to fill in as much data as possible when completing a work order. If you haven’t been filling in all the possible fields, you won’t be able to extract useful data like this from the CMMS. Listing parts needed, work instructions and safety directions on your planned scheduled maintenance ahead of time will encourage your technicians to fill in all required data.
Gain Greater Context
That leads us to the third step, analysis. CMMS data is static, but it contains valuable information that can be used for informed decision-making. Business intelligence reports built into the CMMS can be used to pull your maintenance KPIs and summarize or categorize your activities. By analysing asset failures, downtime, resource utilization and spending patterns in the CMMS, the reliability engineer can implement changes that will add value or reduce risk.
Starting out, the focus should be on the critical assets that can have the biggest impact on costs and availability. The 5 whys problem-solving technique is a simple way to identify the root cause of the issue. Remember, employing asset categories in your CMMS will make it easier to run reliability reports on like for like equipment. This in turn makes it easier to identify common issues that impact the entire fleet.
Returning to the example above, let’s say you use the 5 whys technique to analyse the work order history on an equipment type and discover the failures are due to a lack of grease on moving components. Friction builds up until the motors and drives powering the system fail. Knowing this, steps can be put in place to reduce these preventable failures.
Drive Change
The final step is take action and drive change. If the data is reliable, the question then is how do you leverage the data and turn findings into actions. Analysis provides knowledge of equipment failure behaviour patterns with respect to other external and internal factors such as “working” age, PM frequency, PM effectiveness, operational trade-offs etc.
We now need to use this knowledge to improve system availability, refine work process and reduce costs, which ultimately boost the company’s bottom line. If we go back to the example above, the obvious solution is to put a PM programme in place to grease the moving parts on a regular basis. Set up recurring grease rounds on all moving parts on the critical systems in the CMMS and assign to the appropriate individual or team.
Remember, asset management is a process of continuous improvement so we will monitor over time for recurrences. Continually tracking your KPIs throughout the process can help determine whether any changes added value or reduced cost.
Publishing those KPIs at regular intervals will keep everyone motivated and committed to achieving the corporate goals. Schedule a KPI report to be emailed from the CMMS regularly or place a large-screen TV in the staff restaurant to display your metrics.
Know What Is Happening
A CMMS is an inexpensive, but incredibly useful tool to track and analyse your maintenance activities at your manufacturing facility. However, switching it on and starting to use it will not lead to greater efficiencies and reduced costs. It is an ongoing process of data analysis and continuous improvement. Utilizing it correctly and extracting actionable insights can help improve equipment availability maintenance processes and employee safety whilst driving down the cost of maintenance.
If you don’t have a maintenance strategy, but you are using a CMMS as a work order tracker, all is not lost. Your CMMS may be tracking some valuable real time data that could be analysed to tell you quite a lot of information. See how effective your maintenance operations are by running your KPI reports and comparing them in the table above. If your facility falls short of best practices, then follow the 4 steps above to use your CMMS data and drive reliability excellence at your organization.
Five Whys for Root Cause Analysis in Practice
The technique is as follows: when you experience a problem, you start by asking, “Why did this occur?” You then repeat the process like a 5-year-old kid until a root cause becomes apparent. By asking “Why” repeatedly, you are separating the symptoms and uncovering the heart of the problem.
For example: Your company missed a big product order as some equipment broke down. We need to figure out the root cause so we can fix the underlying issue so we start asking why:
- 1. Why did the equipment fail? Because it overheated.
- 2. Why did it overheat? Because cooling fan failed.
- 3. Why did the cooling fan fail? Because regular servicing was missed.
- 4. Why was its service missed? Because we use a paper tracking system and it fell through the cracks.
- 5. Why don’t we have an automated preventive maintenance system? Because our maintenance guy is not great with computers.
See more at: www.maintenanceassistant.com/blog/5-whys-simple-root-cause-analysis
What are Failure Codes?
Failure codes illustrate why an asset failed during production. Additionally, a failure code applied to a work order marks an instance of a particular failure behaviour. The use of codes in a CMMS system ensures a consistent way of documenting the key aspects of the failure event according to pre-defined categories. Some examples include:
- Breakage
- Corrosion
- Imbalance
- Misalignment
- Overheating
- Vibration
See more at: www.maintenanceassistant.com/blog/cmms-failure-codes/
 |
Jeff O’Brien Maintenance Assistant Inc jeffrey.obrien@maintenanceassistant.com Canada |
Originally released in Maintworld 3/2014 magazine in September 2014
Tagged CMMS, Computerized maintenance management system, Jeff O’Brien, Maintworld

Pingback: puffco plus battery
Pingback: fast seedbox
Pingback: Pendaftaran CPNS Kemenkumham